
Magnetisches Verfahren
Der Hall-Effekt und die wichtigsten Einflussfaktoren.
Das Magnetische Verfahren beruht auf der unterschiedlichen Magnetisierbarkeit von Beschichtung und Grundwerkstoff und wird eingesetzt, um magnetische Schichten auf nicht magnetischen Metallen oder Kunststoffen zu messen oder unmagnetische Schichten auf Stahl oder Eisen zu prüfen. Besonders für dickere galvanische Schichten kann das Magnetverfahren besser geeignet sein als die Magnetinduktion.
So funktioniert das magnetische Verfahren.
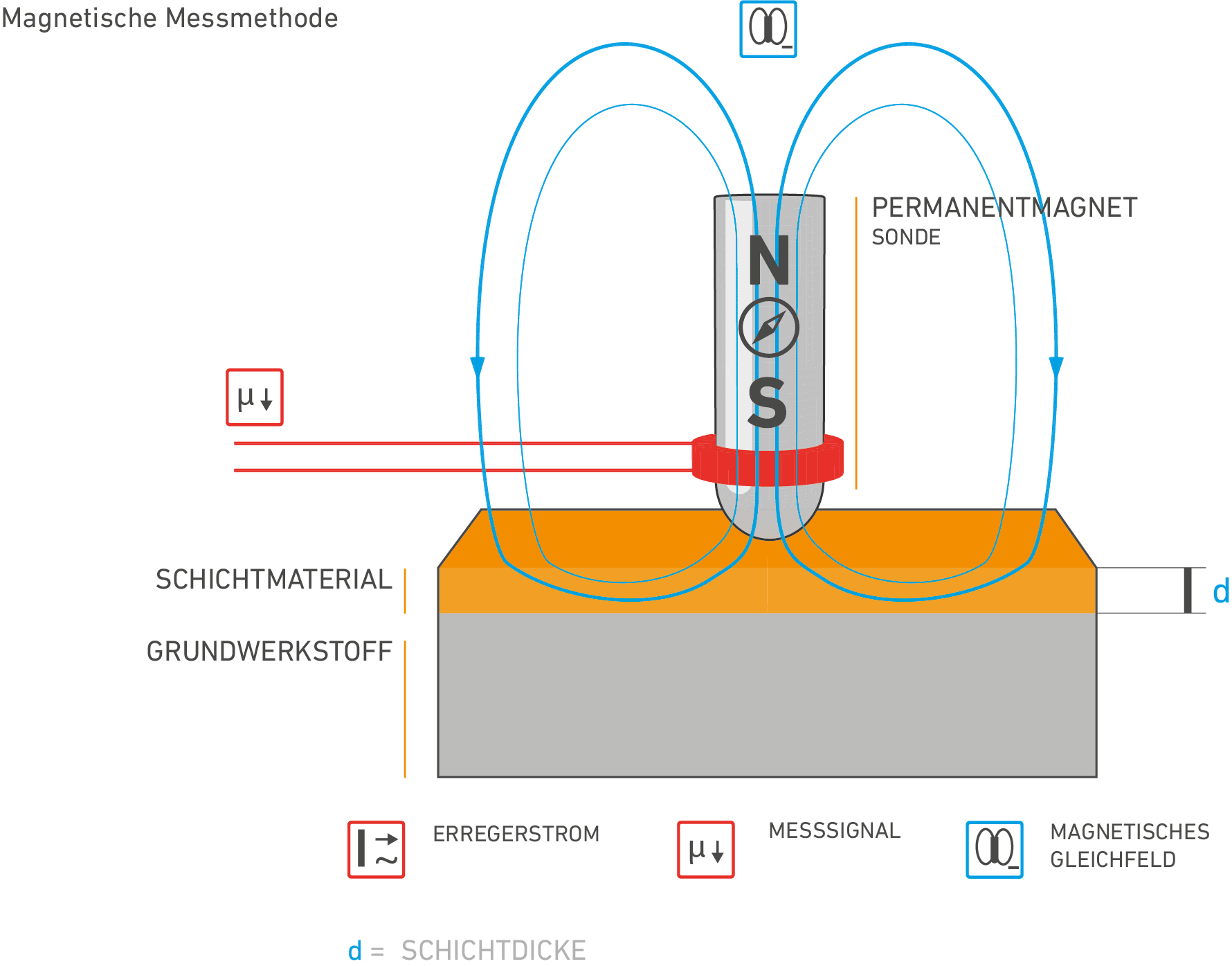
Die Messung mit dem Magnetverfahren basiert auf dem nach Edwin Hall benanntem Hall-Effekt. Der Effekt tritt auf, wenn ein stromdurchflossener Leiter sich in einem konstanten Magnetfeld befindet.
Wenn sich Elektronen durch den Leiter bewegen, bewegen sie sich auch durch das statische Magnetfeld. Dadurch wirkt auf sie die Lorentz-Kraft. Die Lorentz-Kraft drückt die Elektronen senkrecht zum Magnetfeld an den Rand des Leiters. Es kommt zu einer Ladungstrennung. Wie bei einem Kondensator entsteht so eine Spannung – die Hall-Spannung.
Wie kann man damit Schichtdicken messen?
Magnetische Stoffe, wie zum Beispiel eine Nickelbeschichtung, verstärken das statische Magnetfeld. Dadurch steigt auch die Hall-Spannung. Die Spannung wird gemessen und mittels einer Sondenkennlinie – dem funktionalen Zusammenhang zwischen Messsignal und Schichtdicke – im Messgerät in einen Schichtdickenwert umgewandelt.
Wo kommt dieses Verfahren zum Einsatz?
- Messung dicker Metall- (Chrom, Zink, Kupfer, Aluminium) oder Schutzschichten (Farbe, Lack, Gummi, Kunststoff) auf Stahl und Eisen
Messung von Schutz- oder magnetisierbarer Nickelschichten auf Nichteisenmetallen wie Aluminium, Kupfer oder Messing
Welche Faktoren können die Messung beeinflussen?
Alle elektromagnetischen Messverfahren sind vergleichend. Das bedeutet, dass das gemessene Signal mit einer im Gerät gespeicherten Kennlinie verglichen wird. Damit das Ergebnis richtig ist, muss die Kennlinie an die aktuellen Begebenheiten angepasst werden. Das geschieht mit einer Kalibrierung des Messgerätes für die Schichtdickenmessung.
Die richtige Kalibrierung macht’s
Faktoren, die die Messung der Schichtdicke stark beeinflussen können, sind: die magnetische Permeabilität des Grundwerkstoffs, die Form des Prüfteils und die Rauheit der Oberfläche. Außerdem kann der Bediener selbst das Ergebnis beeinflussen.
Magnetische Permeabilität
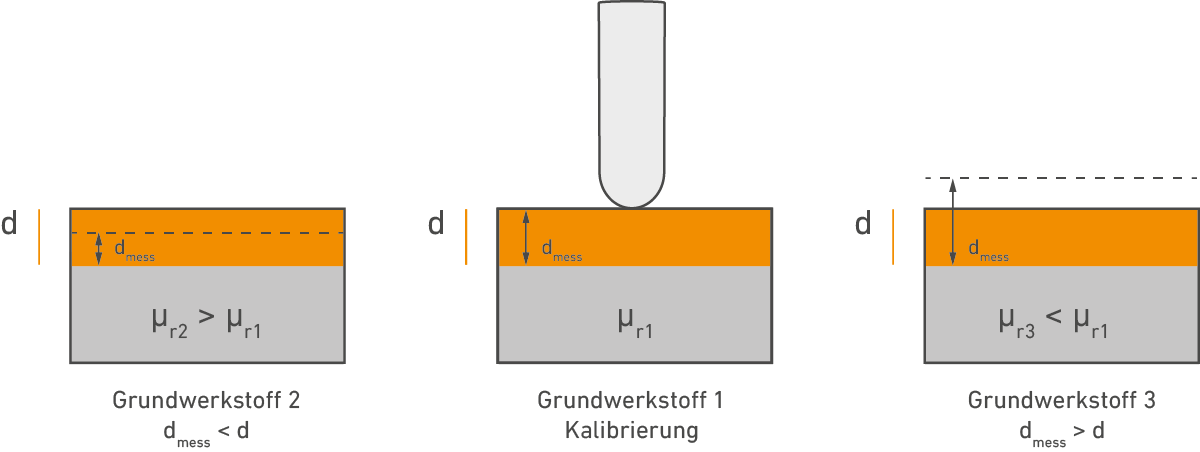
Die magnetische Permeabilität gibt an, wie gut sich ein Material einem Magnetfeld anpassen kann. Stoffe wie Eisen oder Nickel haben eine hohe Permeabilität. Sie werden selbst magnetisiert und verstärken das magnetische Feld.
Da sich die Permeabilität zwischen den Metallen und ihren Beschichtungen unterscheidet, müssen die Messgeräte beim Wechsel der Werkstoffe neu kalibriert werden, um die Schichtdicke fehlerfrei zu messen. Die Permeabilität ist von verschiedenen Faktoren abhängig, wie beispielsweise der Stahlsorte, Charge, Teilebearbeitung und Temperaturbehandlung. Um Fehler in der Messung zu vermeiden, sollten diese Faktoren berücksichtigt werden.
Anwendung auf gekrümmten Oberflächen
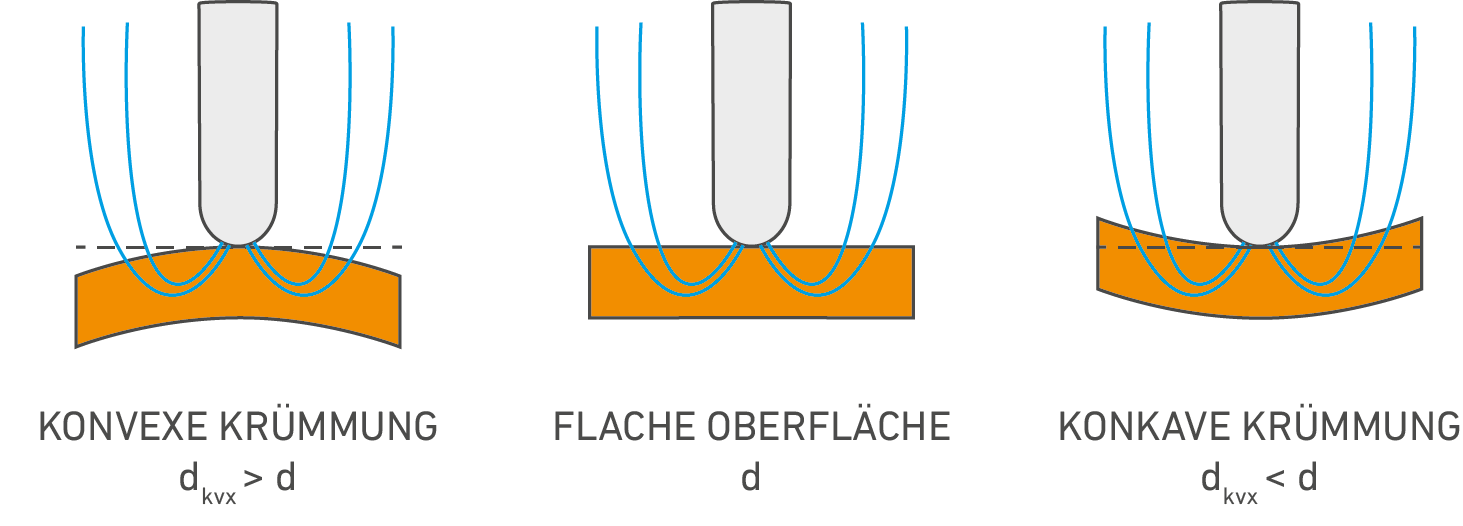
In der Praxis treten die meisten Messfehler aufgrund der Form des Prüfteils auf. Bei gekrümmten Oberflächen verändert sich der Anteil des Magnetfeldes, der durch die Luft geht. Wenn ein Messgerät z. B. auf einem flachen Blech kalibriert wurde, resultieren auf einer konkaven Oberfläche zu tiefe Messwerte und somit zu dünne Schichtdicken. Auf einer konvexen Krümmung werden hingegen erhöhte Schichtdicken gemessen. Die Fehler, die so entstehen, können ein Vielfaches des eigentlichen Wertes der tatsächlichen Schichtdicke betragen.
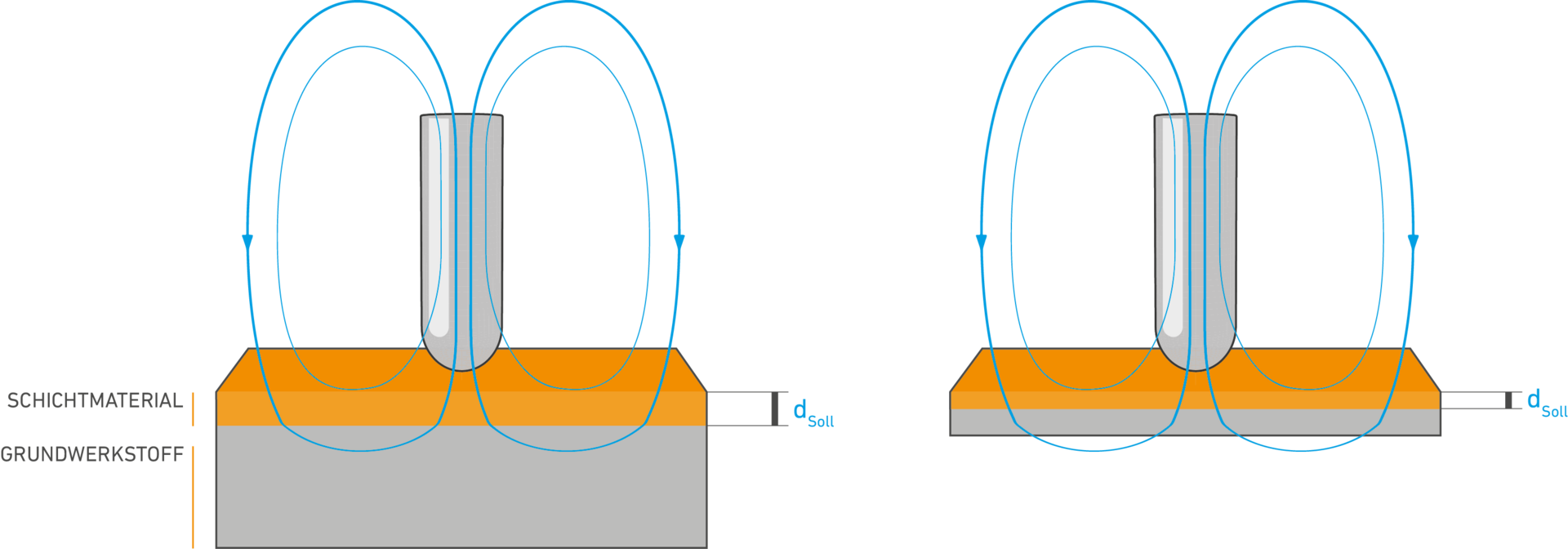
Anwendung bei kleinen, flachen Teilen
Ein ähnlicher Effekt kann auftreten, wenn das Prüfteil klein oder sehr dünn ist. Auch in diesem Fall greift das Magnetfeld über das Prüfteil hinaus und verläuft zum Teil in der Luft, was die Messergebnisse systematisch verfälscht. Um diese Fehler zu vermeiden, sollten Sie möglichst immer auf einem unbeschichteten Teil kalibrieren, das Ihrem Endprodukt entspricht. Dadurch liefert Ihr Schichtdickenmessgerät schnell zuverlässige Daten zur Dicke der Beschichtung.
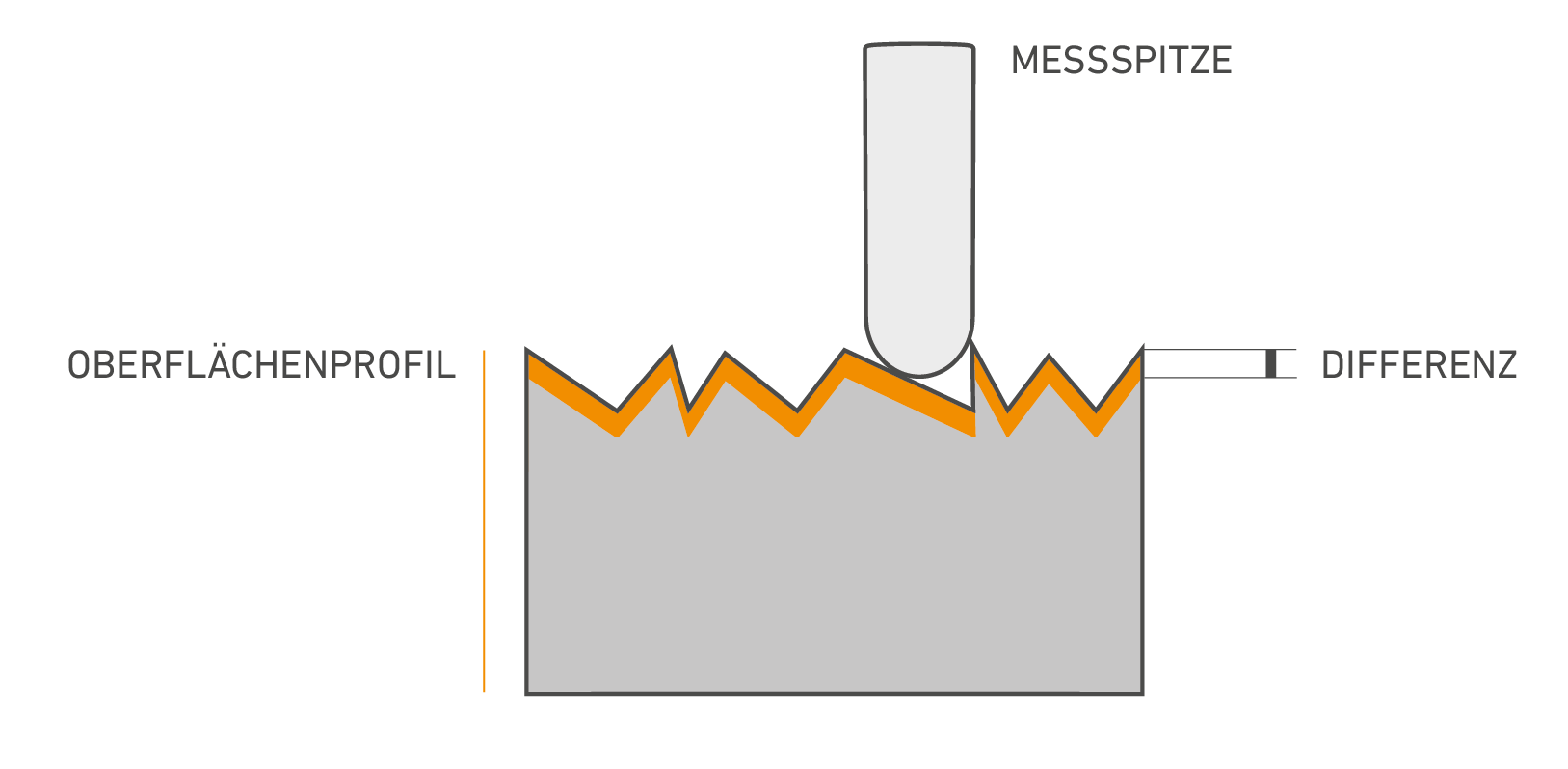
Raue Oberflächen
Bei rauen Oberflächen kann das Ergebnis der Schichtdickenmessung stark variieren, je nachdem, ob der Sondenpol im Tal oder auf einer Spitze des Rauheitsprofils aufgesetzt wird. Bei solchen Messungen streuen die Ergebnisse und wir empfehlen, mehrere Wiederholungsmessungen zu machen, um einen stabilen Mittelwert zu bilden. Generell ist die Schichtdickenmessung bei rauen Oberflächen nur sinnvoll, wenn die Schichtdicke mindestens doppelt so hoch ist wie die Rauheitsspitzen. Nur so lässt sich die Schichtdicke fehlerfrei messen.
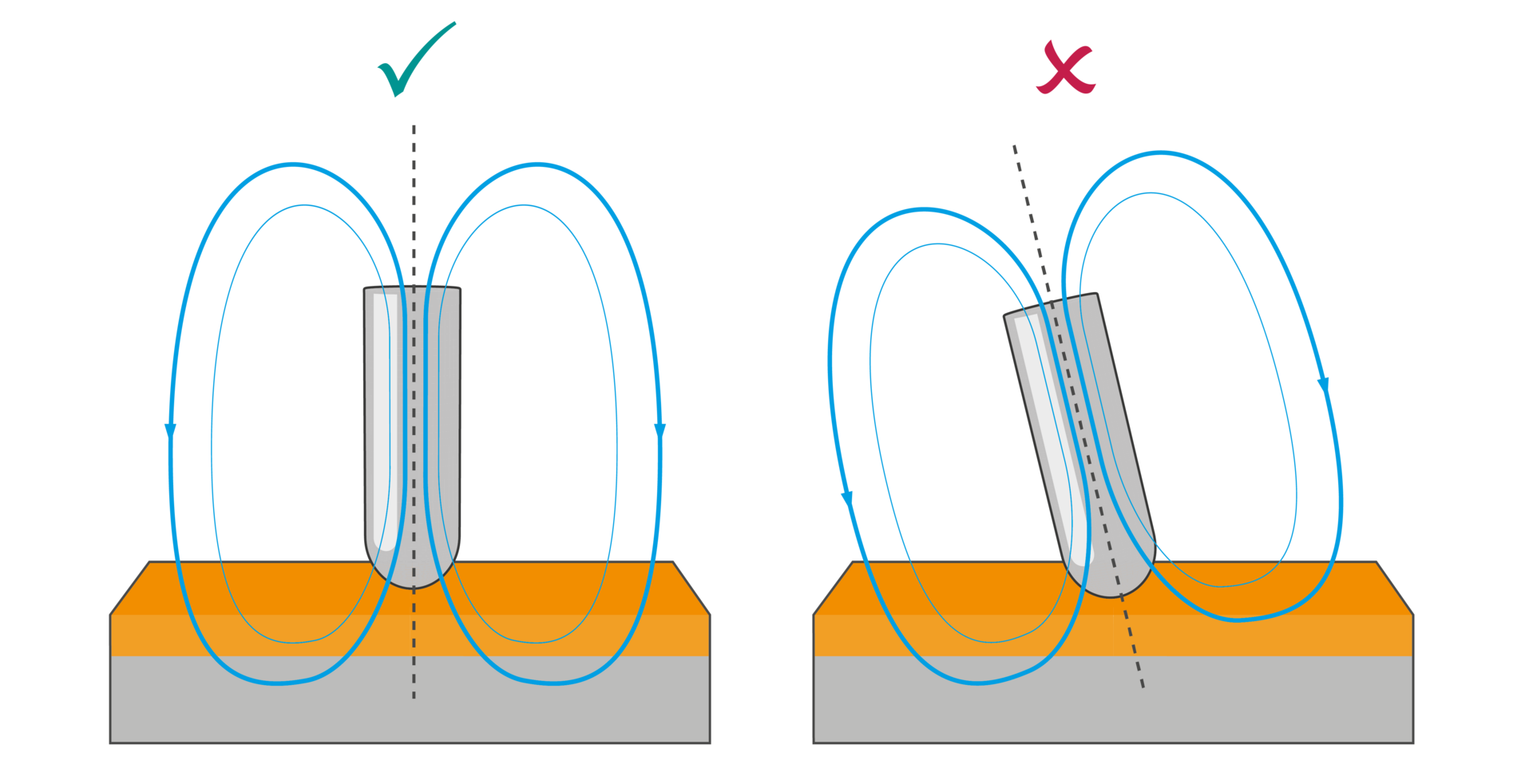
Bedienung des Schichtdickenmessgerätes
Nicht zuletzt spielt es bei der Bestimmung der Schichtdicke auch eine große Rolle, wie das Schichtdickenmessgerät bedient wird. Achten Sie stets darauf, dass die Sonde gerade und ohne Druck auf die Beschichtung aufgesetzt wird. Für eine bessere Wiederholbarkeit kann auch ein Stativ verwendet werden, mit dem die Sonde auf das Prüfteil abgesenkt wird. Zudem bieten wir verschiedene Aufsetzhilfen, beispielsweise Prismen für gekrümmte Oberflächen. Grundsatz: Es wird immer auf dem unbeschichteten Teil auf der Messfläche kalibriert, auf der später auch die Schichtdicke gemessen wird.
Wichtig
Um fehlerhaften Messergebnissen entgegenzuwirken, müssen auch folgende Einflüsse beachtet werden:
- Eindruckfehler bei besonders weichen Schichten (z. B. Phosphatschichten)
- Mit Abnutzung des Sondenpols steigt die Streuung. Wir empfehlen regelmäßige Kontrollen durchzuführen.
Welche Norm kommt hier zur Anwendung?
Magnetisches Verfahren nach DIN EN ISO 2178
Entdecken Sie unsere Produkte.